
 全國統一服務熱線:136-2848-9798
全國統一服務熱線:136-2848-9798
136-0834-9845

-

鋁合金陽極氧化設備成膜工藝中的技術問題是怎樣的?
預處理后,應立即轉移陽極氧化設備,防止天然氣陽極氧化設備氧化膜的質量受到鋁大氣中長期使用的影響。硬氧化一般需要25-150um的厚度,其中大部分是硬陽極氧化設備。硬陽極氧化膜厚度為50-80um,小于25um。對于齒鍵和螺旋的耐磨或絕緣部件,硬陽極氧化膜厚度約為50微米。在某些特殊工藝條件下,需要生產厚度大于125um的硬陽極氧化膜。但必須注意的是,陽極氧化膜越厚,外層顯微硬度越低,膜層表面粗糙度增加。雖然浸泡在淡水中比暴露在大氣中要好,但不宜浸泡太久。
03-31 查看詳細>> -

硬質陽極氧化設備處理過程中常見情況是怎樣的?
鋁及鋁合金電解著色彩膜具有良好的耐磨性、耐陽光性、耐熱性和耐腐蝕性,廣泛應用于現代建筑鋁型材的裝飾和防腐。但鋁陽極氧化設備具有較高的孔隙率和吸附能力,易受污染和腐蝕介質的侵蝕。為了提高涂層的耐腐蝕性、耐污染性和固色性,必須密封涂層芯。讓我們跟隨陽極氧化設備,看看制造商常見的幾種硬合金陽極氧化設備。
03-24 查看詳細>> -
陽極氧化廠家要怎樣控制電流密度?
在鋁陽極氧化廠家的一定范圍內,膜的生長率隨著電流密度的增加而增加。如果電流密度過高,零件表面過熱,局部溶液溫度升高,膜溶解率增加,零件可能燒毀;如果電流密度過低,膜生長緩慢,但膜致密,硬度和耐磨性降低。
03-24 查看詳細>> -
硬質陽極氧化設備提供薄膜硬度與耐磨性的方法是怎樣的?
微弧氧化膜為纖維部件提供了耐熱性、耐磨性和適當的表面粗糙度,如紡紗杯、儲紗盤、滾筒等高速旋轉部件,已在國內外使用多年。硬氧化的全稱是硬氧化陽極氧化設備的把手。鋁合金硬合金陽極氧化設備主要用于工程或軍事目的。它不僅適用于變形鋁合金,也適用于壓鑄合金零件。多孔層的致密性主要取決于電壓。在恒流過程中,溶液溫度低,電流密度高,硫酸濃度低會增加陽極氧化膜阻擋層的厚度,導致陽極氧化電壓升高,陽極氧化膜孔隙率降低,從而增加陽極氧化膜的顯微硬度。
03-19 查看詳細>> -
鋁型材陽極氧化設備膜處理是怎樣的?
鋁型材加工過程中遇到的表面問題,成膜后可以消除陽極氧化設備,總是受到一些雜質的影響。解決這些問題是許多企業頭疼的問題。
03-10 查看詳細>> -

鉻酸鋁陽極氧化設備要怎樣做?
鉻酸鋁陽極氧化設備了解陽極氧化設備膜厚2μm~5μm,孔隙率低,膜質軟,耐磨性差。陽極氧化設備涂層后,仍能保持零件的精度和表面粗糙度,因此該工藝適用于精密零件。
03-10 查看詳細>> -

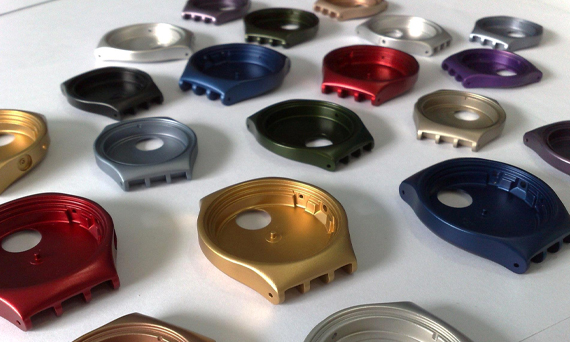
硬質陽極氧化染色原理是怎樣的?
隨著人們生活水平的提高,人們對家居裝飾的要求越來越高,不僅要求性能好,而且要求色彩鮮艷。噴粉方興未艾。性能好,顏色令人滿意。然而,令人遺憾的是,厚厚的粉末掩蓋了金屬的光澤。硬陽極氧化染料正好彌補了這一遺憾。它不僅保持金屬光澤,而且顏色華麗。它不僅可以用于家用電器、汽車、品牌等,也是家居裝飾的好選擇。本文主要研究硫酸硬陽極氧化染色,是作者在工作中積累的一些經驗,與大家討論。
03-04 查看詳細>>
 渝公網安備 50022702000842號
渝公網安備 50022702000842號